




DA200高性能伺服系统在飞剪的应用
发布时间:2022-11-04点击量: 2162
1. 电子凸轮简介
电子凸轮(英文简称ECAM),是利用构造的凸轮曲线来模拟机械凸轮,以达到机械凸轮系统相同的凸轮轴与主轴之间相对运动的软件系统,通过编码器将位置信息反馈给CPU,CPU进行运算处理,并在指定位置将进行输出。
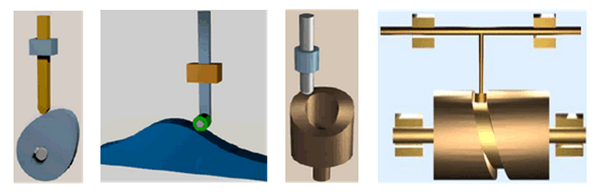
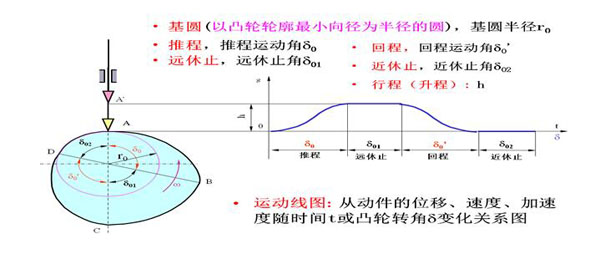
2. 机械凸轮模型
3. 电子凸轮的类型
轨迹—轨迹式凸轮(path--path),它是在凸轮程序中为每一个凸轮设置一个轨迹起点和轨迹终点,当实际位置(角度或者位移)到达轨迹起点时凸轮被置位;而当实际位置到达轨迹终点时凸轮被复位。对于此类凸轮,可得到两轴之间的非线性电子同步比,从轴位置可与使用凸轮轮廓的主轴同步。
轨迹—时间式凸轮(path--time),它是在凸轮程序中为每个凸轮位置设置一个轨迹的起点和持续时间,当实际位置到达轨迹起点时凸轮被置位,然后经过预设的持续时间之后凸轮被复位。对于此类凸轮,可得到不同于梯形或者S形的运动轮廓。
4. 电子凸轮实现方式
a. 设定主轴和从轴; b. 设定电子凸轮曲线; c. 实现电子凸轮运动
注:电子凸轮曲线可以采用多种描述方式,常见的采用两维表格分别描述主轴和从轴的值;也可以采用数学公式来描述。很多厂家提供了具体的软件工具来方便生成电子凸轮曲线
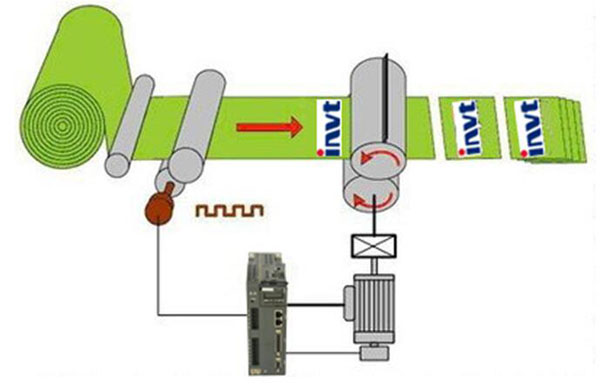
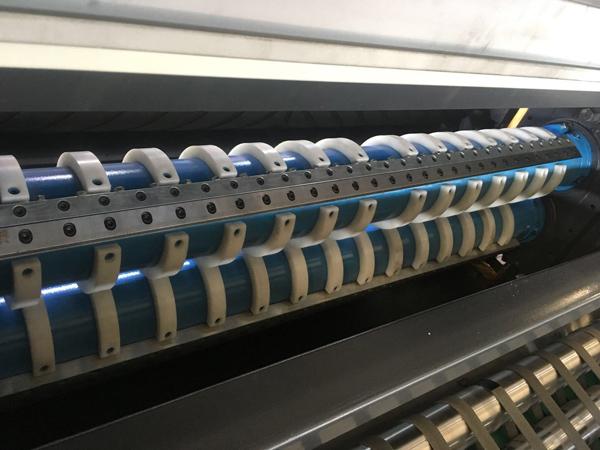
5. 凸轮应用实例
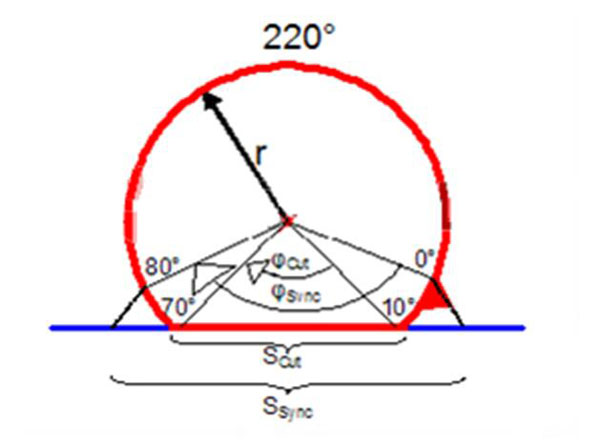
6. 飞剪速度曲线
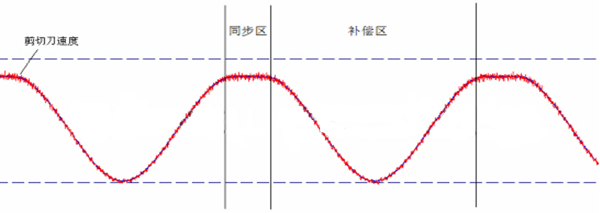
同步角(P7.59):切刀速度与物料前进速度一致的区域。如图,0--80度的区间即为同步角度。在此区域内还涉及同步速度修正P7.53。
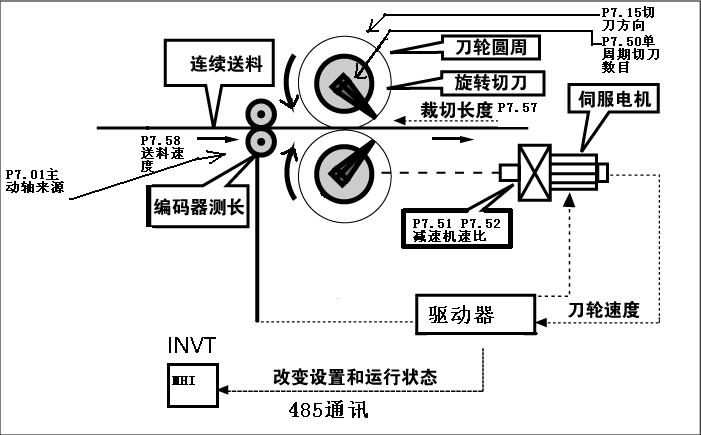
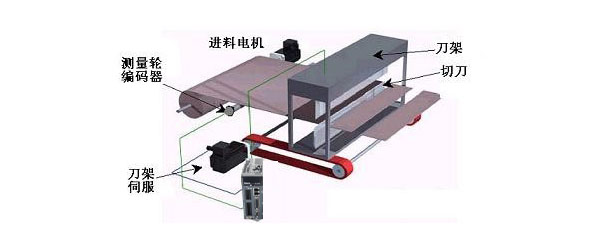
7. 应用缩略图
工艺要求:
a. 在触摸屏上显示切割数量和送料长度,其中切割数量不可以修改但可清零,送料长度可设置,并且需要实时更改(下一周期有效)。
b. 在刚开始加工或者加工过程中,有一个手动立即剪切按钮,只要按下,切刀立刻切割一下,不影响后续加工;在切割过程中需要随机裁下一块料进行质量评估。
c. 增加一个点动按钮,因为在设备停机时需要点动刀头进行维修。
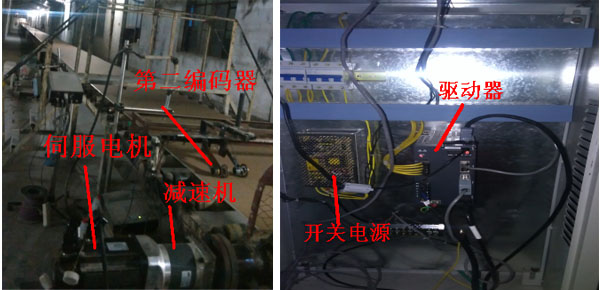
硬件配置:
a.英威腾DA200伺服(2.0kW); b.英威腾触摸屏; c.欧姆龙编码器; d.中大减速机
8. 伺服调试及参数设置
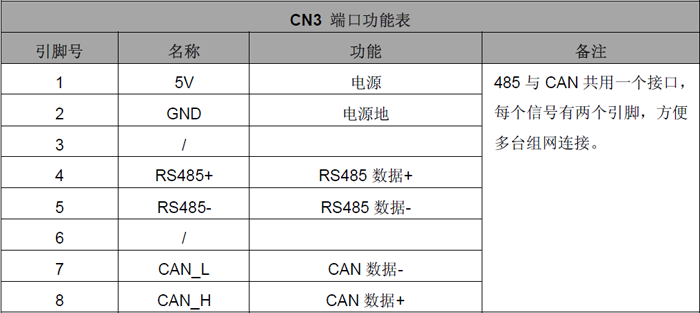
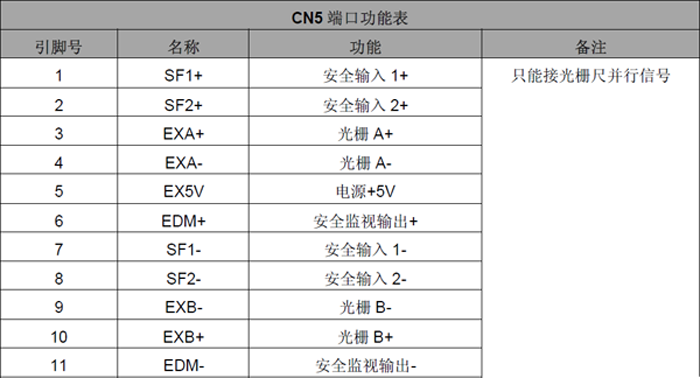
A. 485的配线

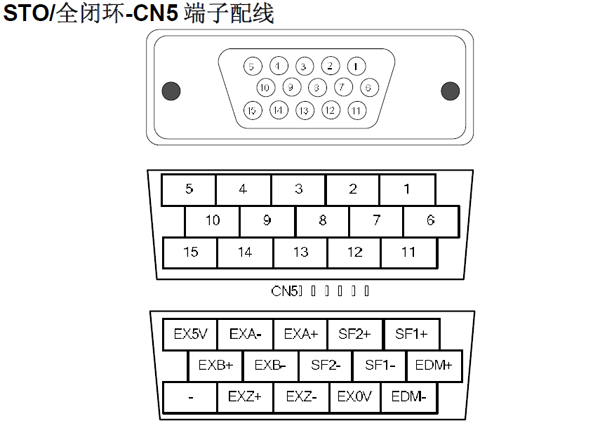
B. 硬件第二编码器接线
C. CN1控制接线
DI1(电子凸轮啮合端口)
DI2(电子凸轮脱离端口)
DI3(伺服使能)急停
DI5(控制模式切换端口)
DI6(home开关输入端口)
DI8(设置为0备用端口)
DO1(回零完成输出)
COM+ COM-
d. 触摸屏

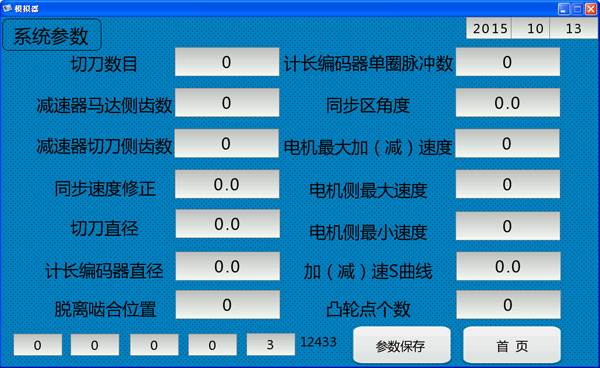
P0.20=电子凸轮 | P5.15=回原点触发 | P7.55=76.7编码器直径 |
P0.03=位置速度模式 | P7.00=ECMA使能 | P7.56=4000单圈脉冲数 |
P0.40=内部速度 | P7.01=1主动轴来源 | P7.57=裁切长度 |
P0.46=速度设定 | P7.02=1ECMA啮合条件 | P7.58=送料速度 |
P3.00=1E电子凸轮啮合 | P7.03=7ECAM脱离条件 | P7.59=90同步区角度 |
P3.01=1F电子凸轮脱离 | P7.15=切刀方向 | P7.60=1000最大加(减)速度 |
P3.02=17原点开关输入 | P7.19=3内建飞剪曲线 | P7.61=3000(电机侧最大速度) |
P3.04=5 控制模式切换 | P7.31=1定长计数来源 | P7.62=0 电机最小速度 |
P3.05=3伺服使能 | P7.50=1 切刀数目 | P7.63=50加减速S曲线 |
P3.10=F 回原完成 | P7.51=1马达侧齿数 | P7.64=参数计算生效 |
P5.10=27回原点方式 | P7.52=40切刀侧齿数 | P10.45 = 0X003通讯 |
P5.11=1上电回原点 | P7.53=80 同步速度修正 | P10.46 = 1凸轮啮合 |
P5.12=外部屏幕设定 | P7.54=320切刀直径 | P10.46 = 2凸轮脱离 |
9. 注意事项
切刀直径:切刀刀刃到固定切刀辊轮中心距离的二倍
计长编码器直径:通常为外围第二编码器滚轮直径
说明A:外围计数第二编码器必须为差分输出信号
说明B:从P7组参数开始,只要涉及电子凸轮曲线的参数,设置完都需要重新置位P7.64为1(此参数置位后自动复位),重新生成凸轮曲线,下一周期生效。
说明C:电子凸轮啮合与脱离的指令通过通讯给定生效,系统默认是物理端口,需要先将DI1,DI2改成通讯控制有效即P10.45=3。然后对应向P10.46里写数控制。
10. 总结
经过现场测试,DA200应用在石膏板裁切精度达到±1mm,而其它同类伺服的精度为3mm左右。通过在驱动器里集成凸轮功能,省去了独立的外部运动控制器,不仅降低了硬件成本,还减少了运动控制器和伺服驱动器之间的接线工作,降低了电气方面出现问题的可能性。通过设定裁切尺寸,系统自动计算运动曲线,从而实现对不同尺寸的裁切,配合生产管理系统实现订单间的连续无隙切换,最大限度减少废石膏板的产生。
相关案例
Goodrive100和DA200在卷筒纸螺旋式双刀分切机上的应用
卷筒纸螺旋式双刀分切机用来加工大直径和宽幅面的各类纸卷,将卷筒纸分切成不同规格的平张纸,是卷筒纸加工最有效率的设备。加工最大宽度为1450mm,长度范围300mm-2000mm,最高切断速度 300cuts/min最高切断米速 300m/min。
英威腾DA200高性能伺服系统在追锯的应用
同样的应用环境,分别使用PLC和英威腾伺服DA200对比,明显发现:PLC控制追锯,切割误差在10mm以内;使用英威腾伺服DA200, 切割精度能控制在2mm以内。可见,DA200内置的高速运算性能和伺服系统的快速响应特性可轻松实现追锯功能,DA200在运动精度、输出柔性、速度和加速度控制优势十分明显。
