




英威腾AX71中型PLC在圆管冷轧机上的应用
发布时间:2022-05-20点击量: 1253
一、项目背景
圆管冷轧机是一种新型的钢管冷轧加工设备。该机可将直径在12毫米至24毫米之间的圆管加工成成品规格直径在5毫米至12毫米的冷轧钢管。冷轧管因为其更好的物理特性,有广泛的应用场景。
二、圆管冷轧机设备原理
冷轧机头为精密加工部件,容易损坏,所以需要送料伺服通过电子凸轮同步动作在机头打开时准确进行进给动作,且新产品生产测试时需要调整进给量和机头旋转量,如果凸轮曲线可以在运行中进行调节将会极大减小调试时间方便物料换型,所以客户需要在保证机头安全的前提下,能够在电子凸轮啮合动作中实时修改凸轮曲线。
冷轧机头由变频器驱动电机匀速动作,机头一个运行周期为大打开、大闭合、小打开、小闭合如此周期动作。需要在打开时钢管前进设定距离,机头也旋转设定角度,且大打开和小打开距离和角度设定不同。
三、英威腾方案介绍
* 方案介绍:
客户需求:
1. 为保证冷轧机头的安全与设备生产的速度,冷轧机头动作与输送伺服进给和旋转伺服动作的延时需要小于1毫秒。
2. 为了方便客户调试,旋转伺服动作与输送伺服动作需要在电子凸轮啮合运行中进行修改和平滑切换。
3. 两个输送伺服动作配合逻辑复杂,需要程序中灵活控制周期凸轮进给动作的次数、回程动作的距离和进给动作启动的时机。
根据客户需求,英威腾选取了英威腾AX系列可编程控制器。
在机头高速运行情况下,通过设置的主轴进给角度和进给量等参数自动规划电子凸轮表格。使得配合冷轧机头动作时输送伺服进给和旋转伺服动作延时小于1毫秒,保证了设备运行的高效率和机头机械的安全。
输送丝杠行程大概1000mm,每次进给量小于10mm,且夹紧气缸动作延时较大,所以由两个输送机构交替送料。我司控制器电子凸轮规划灵活度非常高,在电子凸轮全程啮合的情况下将同步进给动作,进给次数和回退动作进行功能块打包,可以像调用逻辑动作一样调用修改电子凸轮动作。
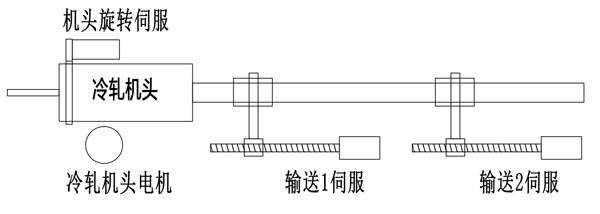
* 方案系统图

1. 机头电机通过编码器反馈给PLC,作为电子凸轮主轴。
2. 旋转伺服、输送1伺服、输送2伺服,作为电子凸轮从轴跟随主轴动作
3. 旋转角度、输送距离都可以在运行中修改调整
* 方案配置表
名称 | 型号 | 数量 | 备注 |
英威腾PLC | AX71 | 1 | EtherCAT总线控制器 |
触摸屏 | 客户自配 | 1 | 10寸屏幕 |
伺服 | 客户自配 | 3 | 输送1输送2机头旋转 |
变频器 | 客户自配 | 1 | 主机变频器 |
三、方案优势
1. 通过开发的电子凸轮切换功能块,设备在运行中可以实时修改电子凸轮曲线。经电子凸轮切换功能块后电子凸轮会自动平滑的切换两套曲线动作,大大提高了设备换型与调试的效率。
2. 编码器的A+、A-、B+、B-、Z+、Z-这六个5v的差分输入信号,英威腾控制器可以直接进行匹配,无需经过差分转集电极电路板进行变换。可有效节省电路板成本,降低因差分转集电极电路板故障的风险。
四、客户收益
1. 采用了英威腾的系统方案后客户设备调试时间大大减小,无需每次修改参数都先停机。
2. 使用电子凸轮五次曲线限上下限功能块进行电子凸轮建表节省了大量的二次开发时间。
五、结束语
英威腾圆管冷轧机上系统方案采用Ax71凸轮同步控制功能,由编码器反馈的高速脉冲输入作为电子凸轮主轴,同步控制输送1轴、输送2轴、机头旋转轴。由编码器反馈的高速脉冲输入作为电子凸轮主轴,且应用五次曲线限上下限功能块和平滑切表功能块,使客户设备调试交互更加便捷。
相关案例
英威腾AX70总线EtherCAT控制器和GD350变频器 在片材机上的应用
片材机(挤出机)是按塑料材料特性,通过热熔、压力控制生产等宽薄、厚均匀的薄膜材料。塑料片材作为与日常生活息息相关的一种生活资料,需求量大。塑料片材机在塑料机械市场里,是一种关键的加工设备,与后端的吸塑机、打杯机、成型机等机组成型产业链,具有良好的市场前景。目前市面生产的片材机普遍存在关键压力控制不稳,导致片材薄厚不均影响后端设备产品质量的问题。
英威腾AX70系统方案在高速切纸机上的应用
本文主要介绍英威腾AX70系统解决方案在广东某客户切纸机上的应用,结果证明,设备的生产效率大幅提升,原材料的损耗大幅降低,设备的机械工艺及自动化水平得到很大提升,设备的维护变得简单易懂
