




英威腾AX71+DA200方案在单线切割机上的应用
发布时间:2022-06-21点击量: 1688
一、项目背景
单线切割机采用金刚石线往复循环运动的方式 ,使金刚石线与被切割物件间形成相对的磨削运动,从而实现切割的目的;单线切割机广泛用于切割各种金属和非金属复合材料,特别是在切割高硬度、高价值的材料中,比传统的砂浆切割体现出碾压式优势,能够数倍的提高加工速度,比较显著减低材料消耗量,生产过程更加环保。

二、设备原理
单线切割机用采用2个绕线筒,来回往复循环运动,带动金钢线在加工件上是实现切割加工;

1. 采用伺服手收线,根据自动计算出的放线卷径和设定的切割速度得出放线的指令速度,保证收线速度恒定,来实现完美的排线效果。
2. 两个升降 伺服通过速度耦合虚轴,虚轴再向下走一个进给速度,再通过叠加指令实现上下摇摆切割功能和同步切割功能
3. 摆杆轴通过扭矩控制,给线上施加恒定的张力,来保持线的张力恒定;
4. 采用伺服放线,根据自动计算出的放线卷径和PID得出放线的指令速度,
5. 通过凸轮功能,实现排线轮跟随收放卷电机运行,达到收放线轮转一圈,排线伺服走一个设定的排线间距;
6. 利用两侧的纠偏光电实现,实现自动纠偏的功能;
三、客户需求
1、满足加工的效率,线速度最高18M/S;
2、线张力稳定,运行中不断线;
3、开机即可运行,无须复杂参数设置;
4、线长计算准确,避免出现无线停机和加工线材的浪费;
四、英威腾方案
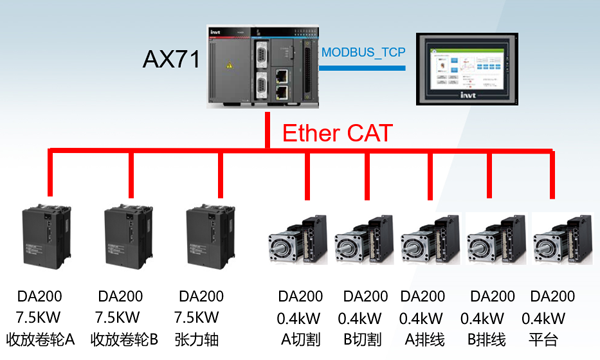
英威腾推出基于VS+AX71+DA200线切割方案,中型PLC AX71与伺服通过EtherCAT总线进行同步控制。AX71中型PLC与触摸屏通过EtherNet通讯,100M的高速通讯速度使得触摸屏交互使用更加流畅;
1. 方案拓扑图
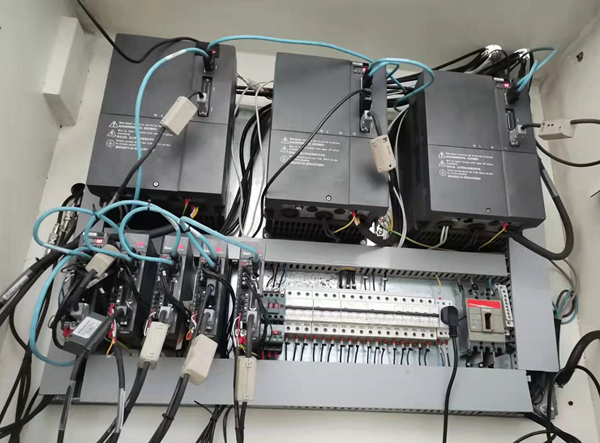
现场电柜图:
2. 方案配置表
型号 | 数量 | 备注 | |
PLC | AX71-C-1608N | 1 | PLC |
电源 | AX-PWR | 1 | PLC电源 |
400W驱动器 | SV-DA200-0R4-2-N0 | 5 | EtherCAT总线驱动器 |
电机 | SV-MH06-0R4G-2-9A0-1000 | 3 | 400W 不带刹车 |
电机 | SV-MH06-0R4G-2-9A2-1000 | 2 | 400W 带刹车 |
7.5kw驱动器 | SV-DA200-7R5-4-N0 | 3 | EtherCAT总线驱动器 |
电机 | SV-SM18-7R5B-4-9A0-1000 | 2 | 7500W不带刹车 |
电机 | SV-SM18-7R5B-4-9A4-1000 | 1 | 7500W带刹车 |
触摸屏 | VS-102HCS | 1 | 10寸触摸屏 |
五、 方案特点
1、自动计算卷径:程序利用编码器,自动计算收线辊和放线辊的直径,卷径准确保证线速度稳定,减少对工人的要求;
2、排线自动纠偏:通过纠偏光电,排线轴出现偏差的时候,实现自动纠偏,实现自动运行;
3、张力稳定,张力臂波动小,避免金刚线断线和加工面的平滑;
4、售后维护:接线少,故障易排查。程序结构简洁,运动控制功能块省略了小型编程PLC的大量计算工作,方便客户的更改及维护;
5、支持多种切割方式:多段速切割摆切割-同步切割,各种切割方式自由切换,平滑过渡,实现加工面平滑,产品效果更好。
六、客户价值
英威腾单线切割机控制系统方案完全满足了客户需求,通过总线控制,客户无需复杂接线,23位多圈绝对值编码器电机和PID控制,开机直接运行,无须复杂操作;VS触摸屏根据端操作习惯设计交互界面,完全达到了同类产品的性能要求;客户对于调试效果无论效率还是精度都非常满意,并验收发往终端客户现场。
相关案例
英威腾AX70总线EtherCAT控制器和GD350变频器 在片材机上的应用
片材机(挤出机)是按塑料材料特性,通过热熔、压力控制生产等宽薄、厚均匀的薄膜材料。塑料片材作为与日常生活息息相关的一种生活资料,需求量大。塑料片材机在塑料机械市场里,是一种关键的加工设备,与后端的吸塑机、打杯机、成型机等机组成型产业链,具有良好的市场前景。目前市面生产的片材机普遍存在关键压力控制不稳,导致片材薄厚不均影响后端设备产品质量的问题。

英威腾AX70中型PLC在编织袋套色柔版印刷机上的应用
为解决这一难点,英威腾通过程序优化使得印刷辊加速与减速的过程不进行印刷,在印刷辊加速到生产速度后,牵引辊再同步送料进行印刷动作,避免了加减速过程中套色偏差。同时,采用高精度色标传感器在100米/分钟的运行速度下精准对标调节。


